
設計者が知っておきたいプラスチックの材料特性 第2回:プラスチックの物理特性(2)
全8回に渡って技術士の田口先生による連載「設計者が知っておきたいプラスチックの材料特性」を掲載いたします。第二回は「プラスチックの物理特性(2)」です。
1.はじめに
今回は物理特性の2回目として、成形収縮率、密度/比重、吸水率について解説していきます。
2.成形収縮率※1
プラスチックは温度を上げて溶融させると膨張し、金型で冷却し硬化させると収縮します。金型はプラスチックの膨張・収縮を考慮して、成形品よりも少し大き目に作ります。このときの成形品寸法と金型寸法の差が成形収縮率です(図1)。
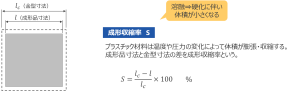
図 1 成形収縮率
主なプラスチックの成形収縮率を図2に示します。結晶性プラスチックの成形収縮率の方がかなり大きいことがわかります。これは結晶性プラスチックの中に含まれる結晶部分が、結晶部分以外よりも大きく膨張・収縮することが原因です。

図 2 主なプラスチックの成形収縮率
成形収縮率がどのような条件で変化するのかを見ていきましょう。結晶性プラスチックは、溶融プラスチックが冷却されるスピードによって結晶化度(結晶構造の比率)が変わります。結晶化するときに体積が大きく収縮するため、結晶化度が高いほど成形収縮率は大きくなります。冷却スピードは金型温度、製品の肉厚や形状などによって変わるため、結晶性プラスチックは成形収縮率のばらつきが生じやすくなります。成形時の圧力は成形収縮率に大きな影響を与えます。射出成形の場合、成形時の圧力が高いと成形収縮率は小さくなります。収縮した分だけ材料がゲート(金型の入口)から供給されるためです。また、強化繊維を配合すると成形収縮率は小さくなります。ただし、流動方向に配向しやすいため、異方性が大きくなります。
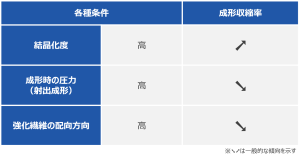
図 3 成形収縮率の変化
3.密度/比重※2
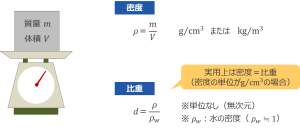
図 4 密度/比重
密度と比重は共に材料の重さを示す指標です。大きいほど重い材料だということを表しています。密度は材料の質量と体積の比です。単位にはg/cm3またはkg/m3が使用されます。比重は材料の密度を水の密度で割ることによって求めます。水の密度はほぼ1g/cm3であるため、例えばある材料の密度が2g/cm3であれば比重は2となります。密度の単位をg/cm3で考えておけば、実用上は密度=比重だと考えることができます。
プラスチックは非常に軽い材料です。図5に示すように鉄鋼材料(炭素鋼)と比べると一1桁近く小さい比重です。プラスチックの中で最も軽いのがPMP(ポリメチルペンテン)で、比重が0.83です。比重が1より小さい材料は水に浮きます。外観だけでプラスチックの種類を判別することは難しいですが、水に浮かべることによって簡易的に調べることができます。
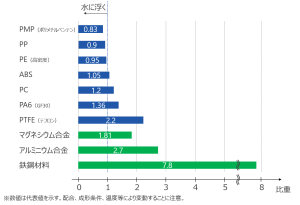
図 5 主なプラスチックと金属材料の比重
密度/比重は製品の重さを検討する際だけに使う指標ではありません。結晶性プラスチックは結晶化度が大きいほど、密度/比重も大きくなります。結晶化度が安定しているかどうか、密度/比重を測定すれば簡易的に確認することができます。また、配合剤が仕様通りかどうかを調べる際にも、密度/比重が活用できます。プラスチックを発泡させて使用する場合、発泡倍率が高いほど密度/比重は小さくなるため、製品の重さを測定すれば発泡倍率を知ることができます。
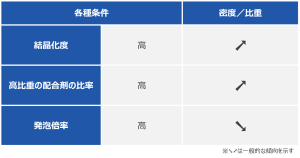
図 6 密度/比重の変化
4.吸水率※3
プラスチックは水をはじくイメージがありますが、種類によっては吸水します。吸水すると材料特性などが変化するため、使いたいプラスチックがどの程度吸水するのかを把握しておく必要があります。吸水率は一定条件下で試験片が水を吸収する割合を示す指標です(図7)。
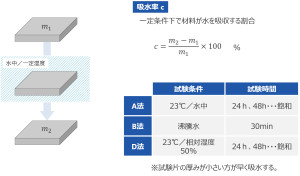
図 7 吸水率
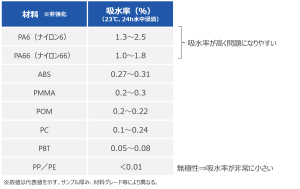
図 8 主なプラスチックの吸水率
代表的なプラスチックの吸水率を図8に示します。水をよく吸う材料の代表格がPA6、PA66といったポリアミド系のプラスチックです。他と比べると桁違いにたくさん吸水します。一方、PPやPEは電気的な偏りのない無極性の材料であり、極性分子である水と反発するため、吸水率が極めて低いのが特徴です。
図9に吸水率と主な材料特性の関係を示します。吸水率が高くなると引張強さ、引張弾性率は低下し、耐衝撃性や伸びは大きくなります。吸水率が上昇すると電気絶縁性が低下するため、吸水率の高いプラスチックを電気絶縁材料として使用する際には注意が必要です。吸水しやすいプラスチックは、成形前のペレットの状態でも吸水します。ペレットをしっかりと管理し、使用する前には十分に乾燥させることが重要です。また、結晶性プラスチックは結晶化度が低下すると吸水率が上昇します。材料特性に大きな影響があるため、成形条件の管理を十分に行う必要があります。吸水しやすいプラスチックは、吸水時と乾燥時の両方の材料特性が準備されていることが多いので、実際の使用環境条件に合わせて値を選択しましょう。

図 9 吸水率と主な材料特性の関係
次回(第3回)はプラスチックの機械特性について解説していきます。
<参考資料>
※1 JIS K7152-4:2005「プラスチック-熱可塑性プラスチック材料の射出成形試験片-第4部:成形収縮率の求め方」
※2 JIS K7112-1:1999 「プラスチック-非発泡プラスチックの密度及び比重の測定方法」
※3 JIS K7209:2000 「プラスチック-吸水率の求め方」
|
田口技術士事務所 田口 宏之 たぐち ひろゆき:大学院修士課程修了後、東陶機器㈱(現、TOTO㈱)に入社。12年間の在職中、ユニットバス、洗面化粧台、電気温水器等の水回り製品の設計・開発業務に従事。商品企画から3DCAD、CAE、製品評価、設計部門改革に至るまで、設計に関する様々な業務を経験。特にプラスチック製品の設計・開発と設計業務における未然防止・再発防止の仕組みづくりには力を注いできた。それらの経験をベースとした講演、コンサルティングには定評がある。また、設計情報サイト「製品設計知識」やオンライン講座「製品設計知識 e-learning」の運営も行っている。 「製品設計知識」:https://seihin-sekkei.com 「製品設計知識 e-learning」:https://seihin-sekkei.teachable.com |
 |