【3Dプリンター】金属3Dプリンターの造形方式:PBF(SLM、EBM)
金属3Dプリンターの造形方式の一つであるPBF(粉末床溶融結合)はレーザや電子ビームを熱源として、平たんに敷き詰めた金属粉末を一層ずつ溶融・固着しながら積層していく方式です。
レーザを使用するタイプは「SLM(Selective Laser Melting)」、ビームを使用するタイプは「EBM(Electron Beam melting)」などと呼ばれます。金属3Dプリンターで使用される方式です。
1.レーザビーム方式(SLM)
平たんに敷き詰められた金属粉材料にレーザビームを照射します。照射された部分が溶融・凝固または焼結します。その上に新たな金属粉材料の層を敷きいてレーザービームを照射します。これを繰り返すことで積層造形します。
金属3Dプリントにおいて広く普及している方式です。
レーザにはファイバーレーザなどが用いられ、レーザ光の照射位置決めをガルバノミラーで制御する方式が多いです。造形中に金属粉末が酸化すると造形品質が落ちるため、それを防ぐためにAr(アルゴン)などの不活性化ガスを装置の造形エリア中に充満させて酸素濃度を下げます。
レーザを複数搭載するなどして生産性の向上を図った機種もあります。
2.電子ビーム方式(EBM)
電子ビーム方式では高出力電子ビームを利用します。レーザービーム方式と同様に平たんに敷き詰められた金属粉材料に電子ビームを照射し粉末を溶融させます。
電子ビーム方式は真空中で溶融凝固させるためクリーンで制御された環境を確保することができます。また、電子ビーム方式は2つの磁場で移動する電子を制御して高速な位置決めが可能です。
レーザビーム方式と電子ビーム方式の代表的な機種の比較
| 装置 | EOS M290 | Arcam EBM Q10 |
|---|---|---|
| 熱源 | Yb-ファイバレーザ | 電子ビーム |
| 最大パワー | 400W | 3500W |
| ビームサイズ | ~60μm | ~100μm |
| 走査速度 | Max 7m/s | Max 8000m/s |
| 予加熱温度 | RT-200℃ | 0.5~0.8Tm |
| 粉末サイズ | 10~50μm | 45~105μm |
PBFの造形プロセス
1.材料供給
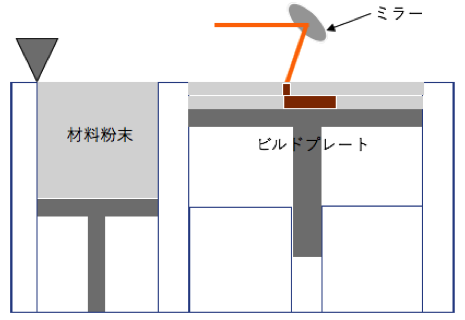
金属3Dプリンターの内部には材料供給部、ビルドプレートと余剰粉末を受けるボックスがあります。 上下動する材料供給部に金属粉末がセットされています。材料供給部は一度に数10ミクロンずつ上昇し、リコータは持ち上がった金属粉を掻き取り右に移動させビルドプレートに供給します。ビルドプレートのエレベータは一回の造形厚さ分だけ低下し、そのスペースにリコータによって金属粉末が供給され、敷き詰められます。余った金属粉は余剰ボックスに落下・溜められます。この余った粉末は廃棄せず、バージン材料(新規材料)と混合して再利用されます。
2.レーザ照射による溶融・焼結
金属粉末表面へのレーザ照射は事前に3Dモデルデータを専用のソフトウェアで処理して各層の照射形状が決められています。金属3Dプリンターは各層の形状データに基づき、レーザとミラーを2次元的に高速位置決めして金属粉末表面にレーザを照射、溶融、固化させます。
3.ビルドプレートの低下と次層への材料供給
一層の照射が完了するとビルドプレートを一回の造形厚さ分だけ低下させ、空いたスペースにリコータが材料粉末供給部から次層分の金属粉末を供給します。
4.レーザ照射
新しい層にレーザを照射します。以降、粉末の積層とレーザの照射を繰り返します。
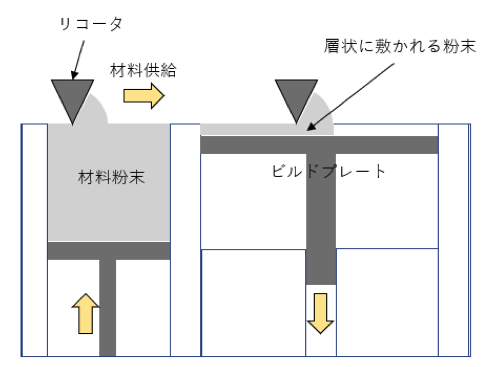 【①材料供給】 【①材料供給】 |
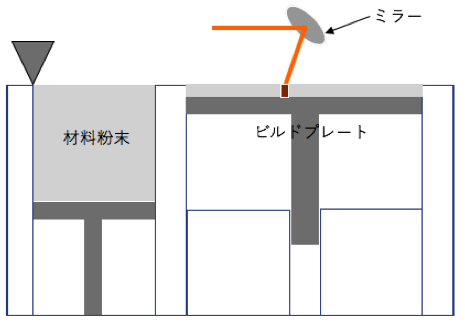 【②レーザ照射】 【②レーザ照射】 |
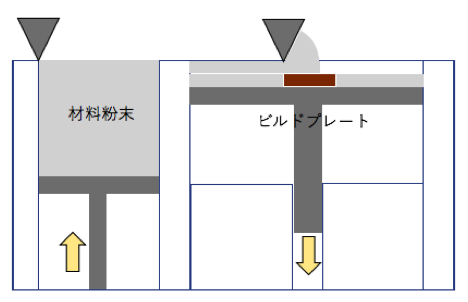 【③ビルドプレートの低下と次層への材料供給】 【③ビルドプレートの低下と次層への材料供給】 |
 【④レーザ照射】 【④レーザ照射】 |